 服务热线:+49 (0)2327 9881-0
服务热线:+49 (0)2327 9881-0
应用于风力发电行业的激光测量技术
针对在风力发电行业中的几何测量,Status Pro公司为客户提供了一套创新的激光测量系统。该激光测量系统:操作简单并测量精高,使用此激光测量系统能高效并快速的完成测量。

针对在风力发电行业中的几何测量,Status Pro公司为客户提供了一套创新的激光测量系统。该激光测量系统:操作简单并测量精高,使用此激光测量系统能高效并快速的完成测量。

激光发射器T330采用先进的激光源,拥有卓越的激光光束质量。T330可以自动进行水平调整并且拥有旋转和直线激光,因此可以便捷并且高精度地进行平面度,直线度以及其它的几何测量。通过电源或电池可给T330供电。激光接收器R310使用感光耦合元件作为接收传感器,其测量高度范围是80毫米,测量值可直接显示在R310的屏幕上。R310可接收到80米之内由T330发出的旋转激光。R310不但拥有蓝牙装置而且拥有红外线装置。通过蓝牙使其与软件相连接并进行数据传输。通过红外线信号能自动调试T330的旋转激光,并可将实时调整值通过红外线信号显示在遥控器RC310上。通过电源或电池可给R310和蓝牙装置供电。

法兰是重要的连接部件,为了保证法兰受力均匀和避免承受过度的应力,必须高精度的加工法兰。特别是在建塔工程中,由于生产制造方法的局限性,很难让法兰达到精密的构造。当各个法兰搭建时,随着装配或焊接会让法兰产生应力和变形。因此精准的法兰测量可以保证风塔长期稳定的工作。在过去,人们试图用校准木杆和导规检测法兰平面度。当遇到大直径法兰的时候,使用此方法便无法进行测量,必须另寻它法。借助校准木杆只能测量法兰的扇形区域,此种测量法被称作“短波”。使用激光(T330)测量法兰,首先可以创建参考平面,然后根据此参考面进行测量。将T330固定在法兰平面上并启动旋转激光。使用激光接收器 R310便可在法兰上对平面度进行多点测量。
使用不同的方法调试激光平面:
1. 根据法兰上三个任意点来非常精确地调试激光平面,调试后的激光平面应与这三点所确定的法兰平面平行
– 此方法稍耗时间并且测量结果的优劣跟选点有关
2. 根据法兰平面自身的角度来调试激光平面
– 此方法快速,但是需要计算
以前,测量后只能在电脑上计算数据。如今,使用先进的法兰软件测量系统便能在现场自动得到精准的测量结果。

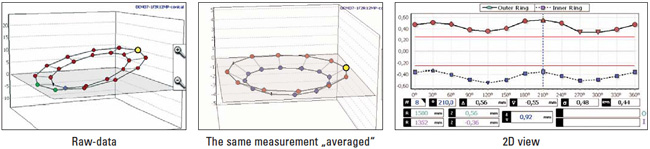
Status Pro公司致力将测量技术尽可能的精简并且让测量尽可能快速以及精准的完成。进行法兰平面度的测量,只需将激光发射器固定在法兰上。激光接收器便可对法兰上所有的测量点进行数据采集(测量点无先后顺序的要求)。如图所示:法兰上的104个测量点只需25分钟便能完成测量。测量数据能显示为2D和3D的图形。测量后还可对测量数据进行分析与评估。
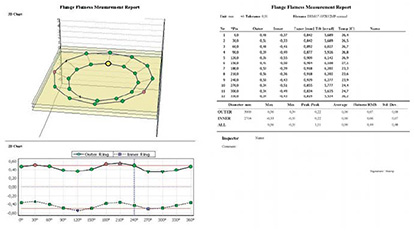 一份详细的报告能够以PDF格式存储并导出。导出的*.csv数据文件支持Excel(表格)程序的使用。因此测量结果能以任意形式被评估。如果一个测量点错误的被测量(例如:测量曲线的峰值),该点仍可被重新测量并生成新的曲线。
一份详细的报告能够以PDF格式存储并导出。导出的*.csv数据文件支持Excel(表格)程序的使用。因此测量结果能以任意形式被评估。如果一个测量点错误的被测量(例如:测量曲线的峰值),该点仍可被重新测量并生成新的曲线。

我们产品的优势在于可以扩展系统进行平行度测量。只需使用激光发射器T330和激光接收器R310和R545便可测量塔节的两个法兰面的平行度。测量结果会以图形的方式被显示和对比并且测量结果可以被存储和导出。
